
今回は弊社現場でタンクの真空度が低下するトラブルが発生したので、その原因の特定に至るまでの検討を紹介する。
真空度の低下の原因および、原因の特定方法の参考してほしい。
目次
真空ポンプの構造
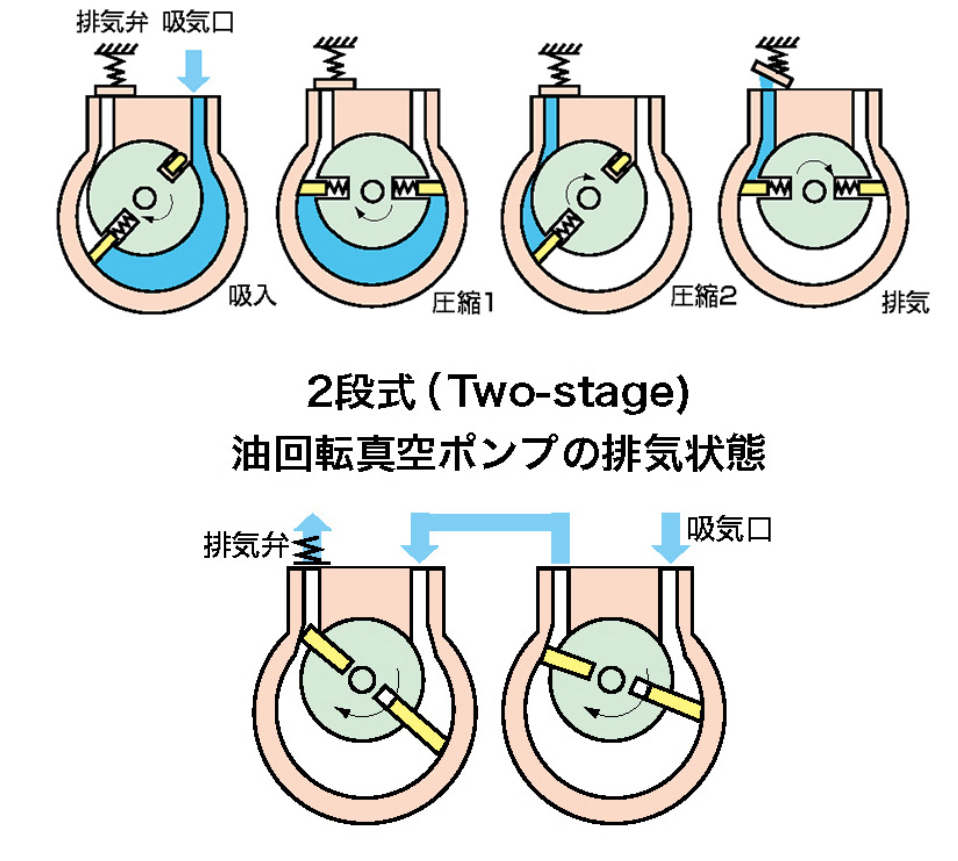
まずは簡単に高真空度を得られる油回転式真空ポンプの構造について紹介する。
下の図のように回転子に2枚の摺動翼(インペラー)がついており、これが回転することでタンク内から空気を吸引し、系外に排出している。
またケーシング(肌色部分)の内壁は潤滑油でおおわれており、ケーシングと摺動翼の隙間を油膜で覆っている。これにより摺動翼の回転の潤滑をよくしつつ、高圧部から低圧部に気体が逆流しないように気密を保っている。
その他の型式については、今回の趣旨とは外れるのでアルバック機工株式会社のホームページが型式も多く原理もわかりやすいのでそちらを参考にしてください。
真空度低下の原因調査
現場で何かしらの変調が生じた場合には、4M(人・原料・設備・方法)の視点から解析を行っていく事が基本になる。
真空度の低下を4Mの視点から考えると、大まかには以下の様になるだろう。
- (設備)真空ポンプ、および付属設備の故障
- (人)減圧操作の誤操作
- (方法)定めらていた手順そのものが誤っていた
- (原料)潤滑油等の使用原料に変調があった
今回は設備起因に絞って、上記の原因を分解していった。
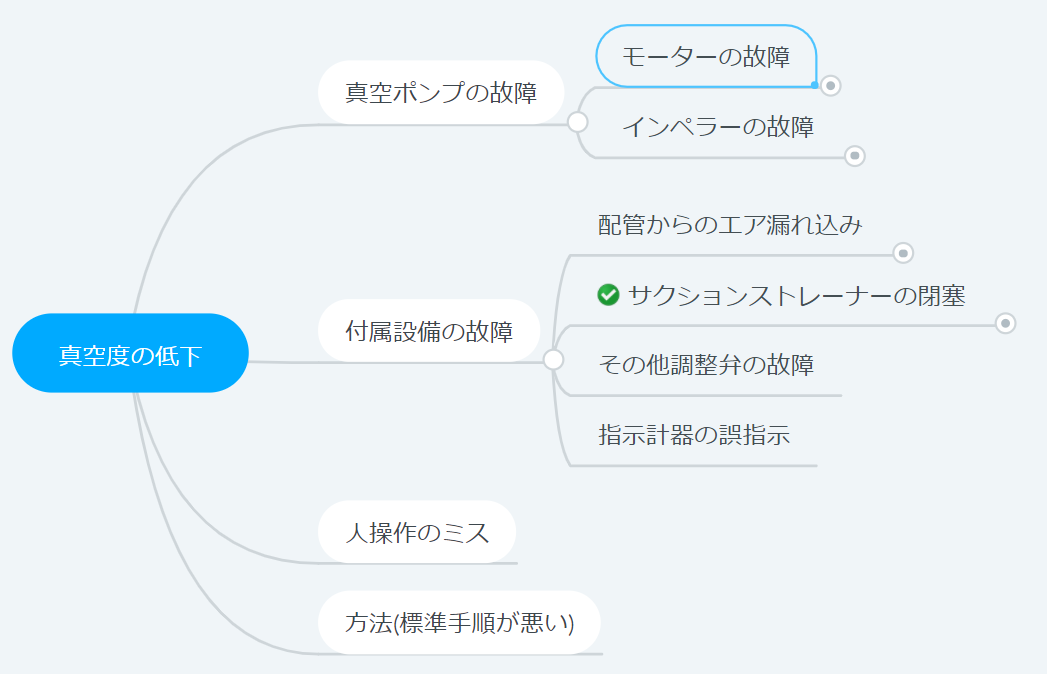
真空度の低下で一番考えられるのは、真空ポンプの故障だろう。さらにそれを分解していくと、モーターかインペラーの故障に分解される。
それぞれの故障の主な原因を紹介する。
モーターの故障原因
モーターの故障は単純な経年劣化もあるが、過負荷による故障が多い。
説明した通り、真空ポンプは摺動翼とケーシングとのクリアランスが狭く、そのクリアランスもオイルによって液封されている。
その為起動時はの負荷は、通常のポンプ等比較するとかなり大きくなる。そのためいきなり実運転を行うと、急激な負荷がかかりモーターの故障に繋がる。
故障を避けるためには、暖気運転が効果的であり、潤滑油の適切な補給も大変重要である。
インペラーの故障原因
真空ポンプの構造上、回転子や摺動翼がケーシングに接触しているため、系内からの異物の混入や潤滑油の不足、高負荷運転による振動によって、摺動翼がケーシングで摩耗し、真空が破られ系外から吸気する可能性がある。
インペラーは構造上とてもデリケートな為、モーター、本体ともにメンテナンスが非常に重要である。
原因の特定方法
それでは主な原因を把握したところで、その原因が発生した際に現場にどんな変調が生じるのかを原理原則の観点から考えてみよう。
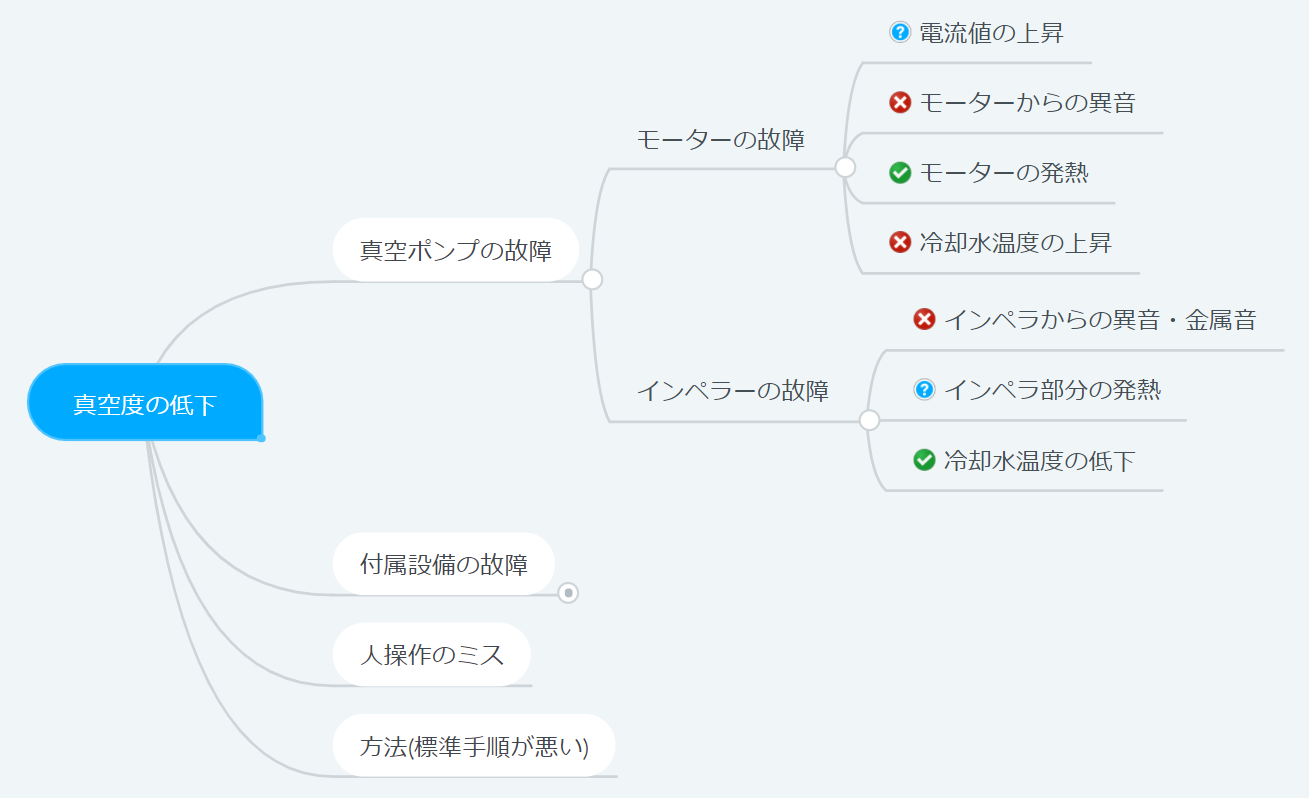
モーターの故障の特定
- 電流値の上昇、または低下
- モーターからの異音
- モーターの発熱
- モーター冷却水温度の上昇
モーターの故障を検知・特定するには、以上の現象が発生していないかを確認する。
まずはモーターに異常があれば、電流値に変調があるだろう。
ただし、過負荷によって電流値が上昇する場合とモーターが回らず電流値が低下する場合があるので、電流値が定常運転時と比較して大きく変化していないかを確認する必要がある。
モーターが故障・破損することで、軸の偏心によるインペラとケーシングの接触、ベルト、プーリーの摩耗、接触が考えられ、異音がするはずである。
当然、接触や摩耗があれば通常よりも発熱し、モーターの冷却水温度も上昇するはずである。
異音を早期に検知できれば、故障の発見につながるため日々の巡回が重要である。
インペラーの故障の特定
- インペラーからの異音
- インペラーの発熱
- モーター冷却水温度の低下
インペラの故障を検知・特定するには、以上の現象が発生していないかを確認する。
インペラが故障した場合には、上記の原因にもある通りインペラーとケーシングの接触が考えられる為、異音・金属音がするだろう。また接触・摩耗がある場合は摩擦熱が発生し、ケーシングが発熱するだろう。
ポンプが仕事をしない、つまり空気が断熱圧縮されないため熱が発生しないことからモーター冷却水温度は通常よりも低下するだろう。
上記の調査事項を確認した結果は以下の通りであり、今回は設備の故障ではない事が分かった。
今回の原因~サクションストレーナーの閉塞~
事実を確認したところ、真空ポンプの二次側圧力低下、電流値の低下であることから真空ポンプ周りに原因があると想定し現場確認を行った。その結果、実はサクションストレーナーが原料の粉体で閉塞していることが判明した。
なぜ粉体が閉塞したかのかを調査していくと、管理範囲内であったが通常よりも仕込み量が多い事が判明した。
これをきっかけに、粉体の仕込み流量計に閾値が設けられる事となった。

まとめ
今回は真空度の低下の原因を特定する流れを紹介した。経験から設備の故障を疑ったが、実際には付属設備に異常があることが分かった。
変調の発見は日々の巡回やメンテナンス、トラブルの原因の特定は、4Mの観点から思い込みを無くして調査する事が重要である。
以上、ご安全に。

